时间: 2024-04-29 14:19:19 | 作者: 厂房设备
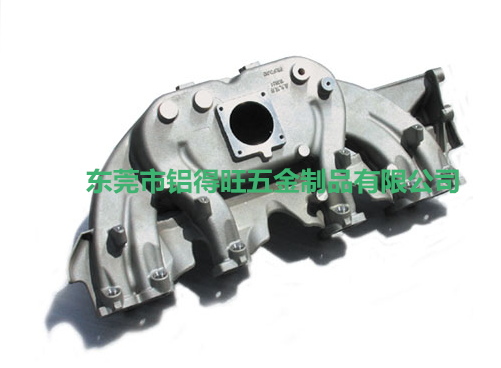
、概述 砂芯首要用来构成铸件的内腔、孔洞和凹坑等部分,在浇注时, 它的大部分或部分表面被液态金属围住,饱尝铁液的热效果、机械效果都较的呋喃树脂有: 1〕脲呋喃〔UF/FA〕树脂; 2〕酚呋喃〔PF/ FA〕,树脂此类树脂不含氮,或含极少数的氮,大多数都用在制作铸钢和球墨铸铁件,硬透性较尿呋喃树脂稍差。我国的呋喃一2 型热芯盒树脂归于这类树脂中的一个种类; 3〕脲-酚呋喃共聚物〔UF/ PF/
FA〕,含氮高的这类树脂大多数都用在铸铁件.也可用于有色合金铸件。 〔2〕 热芯盒法硬化用催化剂 国内对呋喃-1 型树脂砂最常用的催化剂是***化
铵和尿素的水溶液,其配比〔质量比〕为***化铵:尿素:水=l:3:3。 〔3〕 热芯盒法砂的工艺性能及树脂砂的制造 热芯盒法可以正常的运用任何洁净、单调的原砂。要求砂芯有较好的透气性时,可选用稍粗的原砂;对铸件内表面要求很润滑的,可选用较细的原砂。热芯盒砂可用一般碾轮式混砂机混碾, 混制工艺如下:干砂十附加物—→加催化剂—→加树脂粘结剂—→出砂
热芯盒制芯工艺一般接受射芯机射芯,呋喃Ⅰ型树脂砂的固化温度在 140~ 250oC 之间,芯盒温度保持在 200~250OC 较合适。一般几十秒即可从芯盒中取出砂芯。 六、气硬冷芯盒法制芯 气硬冷芯盒法制芯是将树脂砂填入芯盒,然后吹气硬化制成砂芯。根据运用的粘结剂和所吹气体及其效果的不同,而有三乙***法、SO2 法、酯硬化法、低毒和无毒气体促硬造芯法等办法。 〔一〕三乙***法 此法为美国 Ashland 油脂化学公司研制成功,1968 年最初向铸造厂推行并获得运用,国外常称 1socure 法,或称酚醛一尿烷冷芯盒法,我国叫三乙***法。粘结剂由两部分液体组成:组分Ⅰ是酚醛树脂, 组分Ⅱ 为聚异***酸酯。 催化剂为液态叔***, 可用三乙***[(C2H5)3N](TEA)、二***乙***〔DMEA〕、异丙基乙胶和三甲***[〔CH3〕N3]
〔TMA〕,造芯时,其工艺进程如图 2 所示。填砂后向树脂砂中吹入催化剂气雾〔压力 ~0 2MPa〕便能在数秒至数十秒内硬化,抵达满意脱模转移的强 度 。 本 帖 相 关 图 片 如 下 :
法造芯工艺进程 接受三乙***法造芯时,原砂接受洁净的 AFS 细度 50~ 60 的硅砂,也可运用锆砂、铬铁矿砂。原砂必需单调,%〔质量分数〕,就会减少芯砂的可运用时间,下降砂芯抗拉强度。典型的芯砂配方是树脂粘结剂占砂质量的 %,由等质量的组分Ⅰ和组分Ⅱ构成。
〔二〕SO2 法 SO2 法是继三乙***法之后开发的一种型吹气冷芯盒制芯和造型办法,用于铸造出产始1978 年,近些年来又开发了一些型SO2 法。1、呋喃树脂/SO2 法 此法在 1971 年由法国 SaPic 公司获得专利权, 称 Sapici 法,直到 1978 年才用来出产,欧洲大陆称 Hardox 法,英国称 SO2
-Fast 法,美国叫 Insta-Darw 法。其造芯工艺进程相似三乙***法。 SO2
①热力度高,使铸件的尺度精度和表面质量高〔高于三乙胶法〕:②出砂性优秀,对给镁合金也极易出砂;③树脂砂有效期特别长,混好的砂不触摸 SO2 气体,决不会硬化;④发气量是有机粘结剂中最低的;⑤强度发展快。 SO2 的缺陷也很明显,例如:①树脂中游离糠醇汽化易使芯表面结垢;②低碳钢芯盒用于砂芯大量出产时,锈蚀是一个严峻问题;③SO2 走漏,将引起严峻环境问题;④过氧化物为强氧化剂,易焚烧,要稳当保管。 2、环氧树脂 SO2 法 环氧树脂 SO2 法于 19 8 3 年用来出产。此法与呋喃- SO2 法比,芯砂的可运用时间更长〔可达 5 天〕,并且底子处理了芯盒结垢和粘模问题,很合适大量出产。 环氧树脂 SO2 法有效地按捺了呋喃一SO2 法的大部分缺陷,可是用于钢铁铸件时,因为易发生冲砂和夹砂,因而需涂敷耐火涂料;浇注体系应有助于平稳层流。当运用水基涂料时,主张在低于 81oC 温度下烘干。 3、自由基硬化法 自由基硬化法用于铸造出产始于 1982
年。此法接受三种组分组成的液态粘结剂,包含:①丙烯基聚氨酯树脂;②少数有机氢过氧化物引发剂〔用来激起自由基聚合〕③用来
进步抗拉强度、延伸砂芯保存期的乙烯基硅烷添加剂。此法用氮稀释的 SO2 气体促进硬化。 粘结剂的参加量一般为 ~%。所用树脂混合物的典型组成是 95%的粘结剂、3%的添加剂和 2%的过氧化物引发剂。催化
粤ICP备16122655号
地址:东莞市桥头镇东江村福源路5号 电话:0769-82839293
手机:15820818654 联系人:郭先生.
火狐体育官方平台在线官网
火狐体育葡萄牙官方合作.
火狐体育在线官网.
火狐体育官方平台